English
English



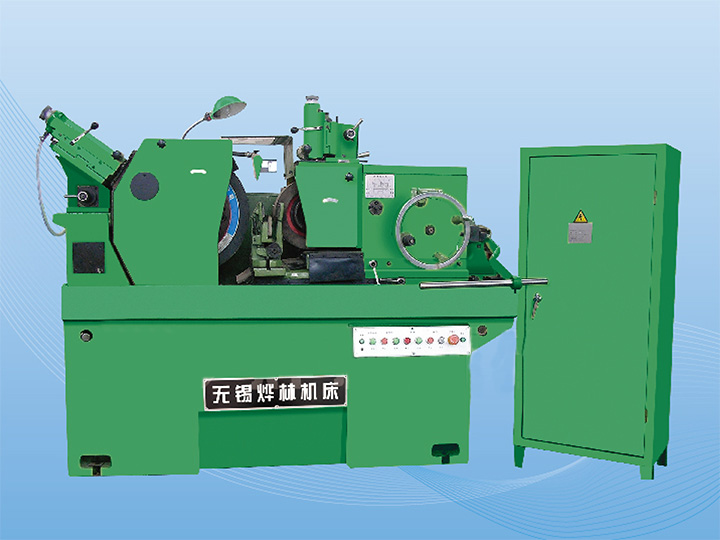
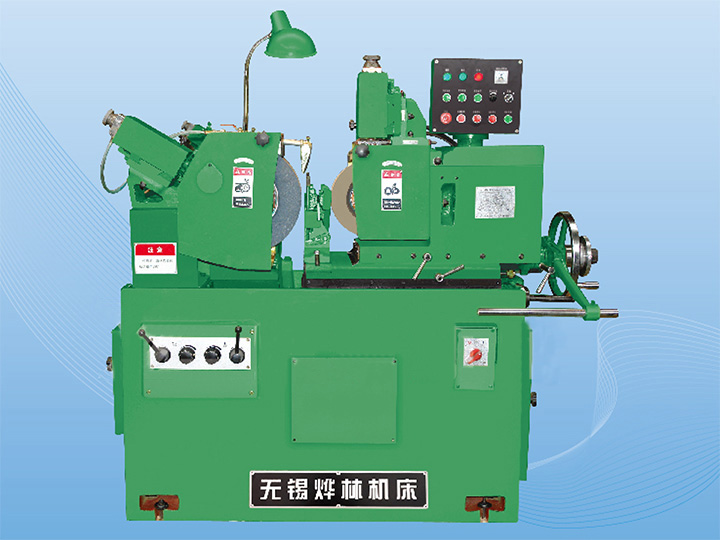
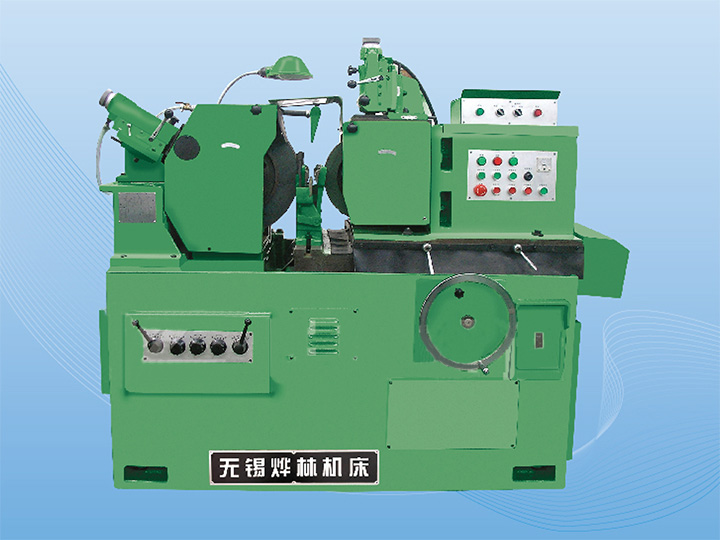
Конструкция машины состоит из фиксации шлифовального круга и подвижной подачи рамы.
| диаметр шлифования | Непрерывное измельчение | 5 - 80 мм |
| режущая шлифовка | 5 - 80 мм | |
| непрерывное шлифование | Непрерывное измельчение | 180 мм |
| режущая шлифовка | 140 мм | |
| Спецификация шлифовального круга | 500 × 150 × 305 | |
| Спецификация направляющего колеса | PSA300 × 150 × 127 | |
| скорость вращения шлифовального круга | 1300 оборотов в минуту | |
| Скорость направляющего колеса | Измельчение 14 - 180 р / мин (без ступенек) | |
| Настройка 180r / min | ||
| Угол поворота направляющего колеса | Вертикальная плоскость | - 2° - + 5° |
| Горизонтальная плоскость | 0° - + 3° | |
| Расстояние от основания рамы до центра шлифовального круга и направляющего колеса | 210 мм | |
| Точность операций | Круглость | 2 мкм |
| Цилиндрика | 3 мкм | |
| Устойчивость | Ра0.32 | |
| Общая мощность | 17 кВт | |
| Вес | 3500 кг | |
| Размер | 1950 х 1580 х 1485 | |
Бесцентровые шлифовальные станки обычно имеют три метода шлифования: проходной, врезный и проходной.
При использовании бесцентрового шлифовального станка по сравнению с другими шлифовальными станками есть следующие преимущества в производительности:
1. Непрерывная обработка, без возврата ножа, установка зажимных деталей и другое короткое время копирования, высокая производительность.
2. Механизм позиционирования кронштейна и направляющего колеса лучше, чем верхняя часть обычного круглого шлифовального станка, опорная жесткость механизма центральной рамы, количество резания может быть больше и способствует обработке тонких осевых деталей, легко достичь высокоскоростного шлифования и сильного шлифования.
3. Широкошлифовальный бесцентробежный шлифовальный станок с широким шлифовальным кругом проходит через механизм, может использоваться для увеличения каждого запаса обработки, при врезке может быть последовательное шлифование сложных профилей или полишлифование шлифовального круга, высокая производительность, широкий диапазон применения.
4. детали бесцентрового внешнего шлифовального станка расположены на внешнем круге в механизме позиционирования, количество шлифования - это запас на диаметре детали, поэтому износ шлифовального круга, компенсация механизма подачи и ошибка точности повторного позиционирования механизма входа влияют на точность диаметра детали. Только половина обычного круглого шлифовального станка, не нужно пробивать центральное отверстие, и легко автоматизировать заранее вверх и вниз.