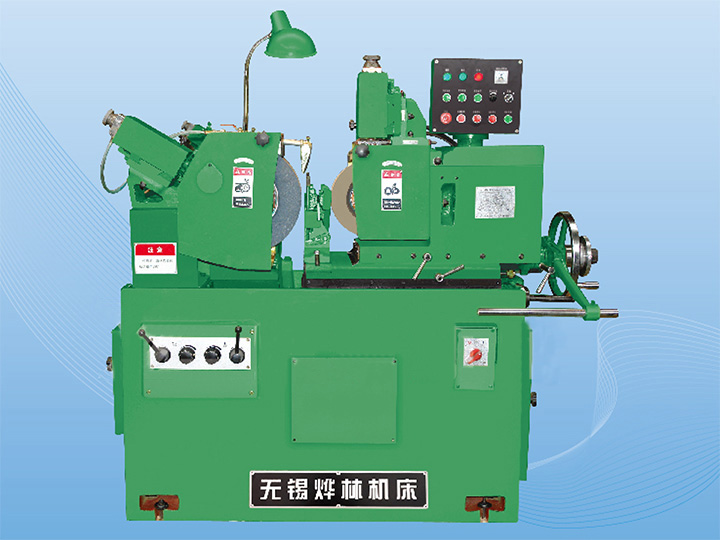
Основные особенности
※ Компоновка машины фиксирована шлифовальным кругом, головка регулирующего колеса может перемещаться.
※ шпиндель шлифовального круга имеет консольную структуру, поддерживаемую многоступенчатыми подшипниками с длинной мембраной давления.
※ Главная ось регулирующего колеса также использует консольную структуру, поддерживаемую коническим скользящим подшипником, конический скользящий подшипник имеет конус передней части 1: 30, задняя часть - подшипник качения.
※ Ползунок подачи регулировочного колеса поддерживается на направляющей шпильки ласточкина хвоста и использует дифференциальный винт для движения подачи.
Преобразователи переменного тока используются для бесступенчатого изменения скорости колеса.
※ Машина оснащена режущим механизмом.
На монтажной поверхности рабочего стола есть Т - образные пазы.
Основные характеристики
| диаметр шлифования |
Непрерывное измельчение |
2 - 40 мм |
| режущая шлифовка |
7 - 40 мм |
| непрерывное шлифование |
Непрерывное измельчение |
140 мм |
| режущая шлифовка |
120 мм |
| Спецификация шлифовального круга |
PSA350 × 125 × 127 |
| Спецификация направляющего колеса |
PSA 250 × 125 × 75 |
| скорость вращения шлифовального круга |
1870 оборотов в минуту |
| Скорость направляющего колеса |
Основа 20 - 180 р / мин (без ступенек) |
|
Настройка 200 r / min |
| Угол поворота направляющего колеса |
Вертикальная плоскость |
- 2° - + 4 |
| Горизонтальная плоскость |
0° - 3° |
| Расстояние между основанием стойки и центром шлифовального круга и направляющего колеса |
190 мм |
| Точность операций |
Круглость |
2 мкм |
| Цилиндрика |
3 мкм |
| Устойчивость |
Ра0.32 |
| Общая мощность |
9 кВт |
| Вес |
2000 кг |
| Размер |
1550×1300 ×1405 мм |
Частые неблагоприятные явления
Современная промышленность неотделима от использования шлифовального оборудования, шлифовальное оборудование может помочь промышленному производству повысить эффективность производства, но также может улучшить уровень обработки деталей, обеспечить качество производства продукции. Широкий ассортимент шлифовальных станков, различные типы шлифовальных станков основные характеристики также будут различаться, бесцентровые шлифовальные станки из - за удобства использования, простой работы и других характеристик и любимы всеми. Бесцентричный шлифовальный станок имеет много преимуществ, но сегодня мы в основном хотим рассказать вам о неблагоприятных явлениях, которые возникнут в производстве этого шлифовального станка, чтобы помочь пользователям понять характеристики шлифовального станка, улучшить качество производства продукции.
Плохая полосатая травма абразива.
Плохая продукция бесцентрового шлифовального станка в основном сосредоточена на технологии шлифования, несовершенная технология шлифования может легко вызвать трещины на поверхности продукта, шрамы в основном делятся на радиальные шрамы и круговые червячные шрамы. Причины образования этих двух шрамов различны, и мы можем найти конкретные решения в зависимости от конкретной причины образования. Радиальные шрамы относятся к дефектам самого абразива, части с разной твердостью, после измельчения, чтобы показать шрамы и цвет отличается от других частей, мы можем выбрать высококачественное сырье для решения этой проблемы. Шрамы в окружном направлении возникают из - за смешивания грубого песка с поверхностью шлифовального круга, и мы можем восстановить оборудование, а затем измельчить его. Если вы не можете достичь эффекта измельчения, вы также можете увеличить количество очищающего абразива.
 English
English