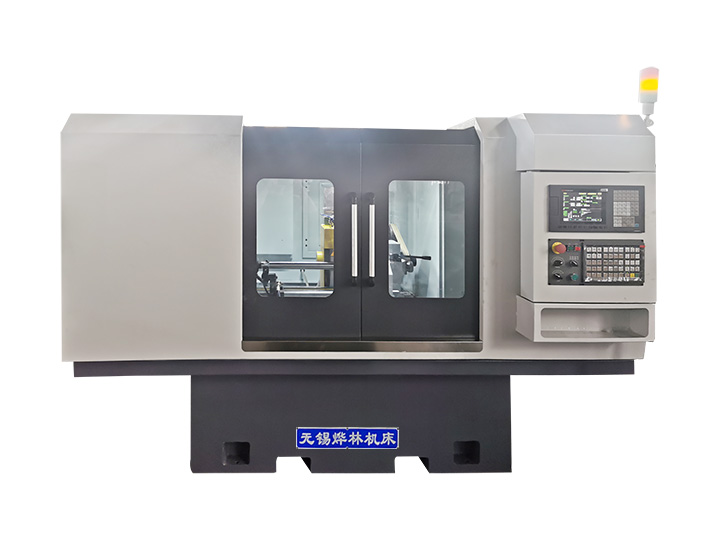
Требования к технологическому управлению внешней шлифовальной станкой с ЧПУ
Время публикации:2025-04-07 Количество просмотров:515
Требования к технологическому управлению внешним шлифовальным станком с ЧПУ являются следующими:
1. Прочитайте чертежи, проверьте форму и размер обрабатываемых деталей, чтобы определить соответствие обрабатываемых деталей и определить запас обработки. Подготовьте соответствующие инструменты, измерительные приборы, приспособления, измерительные приборы для коррекции точности.
2. Рациональный выбор технологического процесса и технологического оборудования в соответствии с запасом деталей и технологическими требованиями.
3. В соответствии с формой и технологией изделия разумно выбрать способ зажима и технологический эталон изделия.
4, зажим, сначала очистить отверстие, покрыть смазкой, угол отверстия контактной площади более 85%.
5, зажим зажима, сначала коррекция положения зажима, в соответствии с технологическими требованиями обработать зажим, а затем установить детали.
6. При измельчении деталей необходимо добавить промежуточную раму.
7. В соответствии с характером материала, размерами и требованиями измельченных деталей разумно выбрать шлифовальный круг. В соответствии с предпосылкой, подходящей для шероховатости, следует максимально использовать крупнозернистый шлифовальный круг, чтобы повысить эффективность шлифования.
8, в процессе обработки внешнего круглого шлифовального станка с ЧПУ, строго контролировать количество подачи. При запуске станка запрещается покидать рабочее место.
9. После затупления шлифовального круга его следует своевременно починить, нельзя принудительно использовать, чтобы избежать аварии.
10. В соответствии с требованиями обработки, при шлифовании, близком к размеру, следует уменьшить подачу и увеличить количество шлифовок, а также увеличить частоту обнаружения.
11. В соответствии с чертежами и технологическими требованиями отдел оборудования корректирует оборудование, всегда обращайте внимание на качество продукции.
12. Внешний круглый шлифовальный станок с ЧПУ обработан до тех пор, пока продукт не остынет, чтобы измерить размер.
 English
English