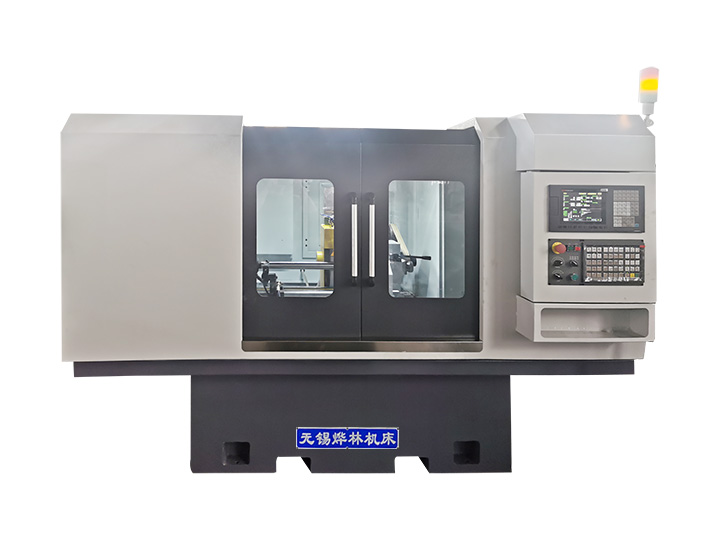
Введение цилиндрической шлифовки с ЧПУ
Цилиндрическая шлифовая машина с ЧПУ является широко используемым продуктом шлифовальной машины с широким спектром применений. Чтобы эффективно использовать эту шлифовку и повысить ее эффективность, мы можем проводить регулярное обслуживание на шлифовке. Мы должны обратить внимание на некоторые вопросы технического обслуживания во время использования, чтобы повысить эффективность оборудования и достичь цели продления его срока службы.
Во-первых, следует отметить точки установки. Во время процесса установки оператор должен транспортировать шлифовку на место установки и установить ее своевременно, чтобы избежать влияния на точность оборудования. При подъеме шлифовки следует обратить внимание на центр тяжести оборудования, чтобы избежать переворота. Нестабильный центр тяжести шлифовки может легко привести к перевороту, что также представляет опасность для операторов. После получения товара следует провести проверку и приемку. В случае возникновения каких-либо проблем следует своевременно связаться с производителем для обработки. После установки шлифовки иногда может потребоваться ее регулировать горизонтально. Если установка оборудования недостаточно гладкая, она регулируется в основном через винты. Для установки новых шлифовых колес на шлифовых машинах с ЧПУ следует провести тщательный осмотр перед установкой для проверки трещин, шрамов и т.д. Если шлифовое колесо имеет очевидные трещины, это означает, что продукт не может быть использован и должен быть заменен своевременно.
Ниже приводится информация о техническом обслуживании шлифовальных машин с ЧПУ, которые можно разделить на этапы до и после обслуживания. Раннее обслуживание сосредоточено на местном обслуживании и ремонте, и операторам необходимо проводить регулярные проверки и уход. Очистьте охлаждающий насос, резервуар для воды, масляный фильтр, диск и другое оборудование на ранней стадии. Проверьте, затянуты ли винты, очистите все части шлифовки и добавьте смазочное масло в соответствии с правилами. Проверьте, правильны ли соединения каждого трубопровода на последующей стадии, и проведите всестороннюю смазку и обнаружение неисправностей всего оборудования.
Технический персонал должен проводить своевременные осмотры оборудования для своевременного выявления и решения проблем, снижая вероятность повреждения шлифовой машины. После каждого домашнего задания все детали, особенно скользящие части, должны сначала быть очищены, а затем смазаны. Если оборудование смазывается непосредственно без очистки, это приведет к преждевременному ухудшению смазочного масла. Нам также нужно выполнить обработку предотвращения ржавчины на некоторых специальных деталях, чтобы предотвратить ржавчину оборудования.
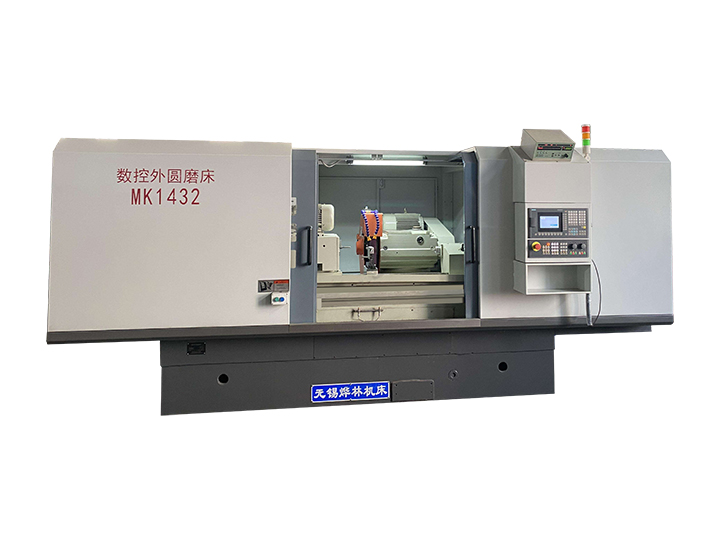
Основные характеристики цилиндрической шлифовки с ЧПУ
Принятие системы ЧПУ двухосного соединения 808D от Siemens, Германия, со встроенным ПЛК и ЖК-дисплеем.
Настройка автоматических измерительных приборов для онлайн-мониторинга, достижение закрытого цикла автоматической шлифовки и обеспечение высокой точности измерений обработки.
Подача стойки для шлифовых колес и движение рабочего стола приводятся серводвигателями переменного тока через шариковые винты.
Руководящая рельса рабочей столицы принимает пластиковый покрытый руководящий рельс с хорошей жесткостью для улучшения его сопротивления вибрации и чувствительности. Подача стойки для шлифовых колес принимает стальную направляющую рельсу и конструкцию игольной роликовой пластины, которая имеет высокую чувствительность стали.
Главный двигатель принимает устройство переменной частоты переменного тока для достижения бесступенчатого регулирования скорости. Хвостовый рукав имеет гидравлическую телескопическую функцию.
※ Установите независимые электрические шкафы, масляные баки и водные баки.
Инструментный станок оснащен автоматической временной и количественной смазкой для обеспечения смазки направляющей рельсы и винта.
Инструментная станка оснащена полностью закрытой защитной крышкой для обеспечения безопасной работы.
Основные спецификации цилиндрической шлифовки с ЧПУ
| Диаметр отверстия для земли (мм) |
F8-200мм |
| Длина шлифовки (мм) |
520/750 мм |
| Верхнее расстояние центра (мм) |
520/750 мм |
| Высокий центр (мм) |
125 мм |
| Max.workpiece вес (кг) |
50 кг |
| Большинство продольных мобильных |
550/760 мм |
| Угол слалома рабочей столицы |
-7° - +7°/-5.5°~+5.5° |
| Импульс передачи ручного колеса |
6 мм/р |
| Скорость шпинделя рамы головы (об/мин) |
60,85,230,120,170,460р/мин |
| Рама головы, отверстие конуса рамы хвоста (Mohs) |
Морс 4# или 3# (Мох) |
| Диаметр патрона рамы головы |
125 мм |
| Движение рукав (мм) |
25 мм |
| Максимальная линейная скорость шлифового колеса |
38 м/с |
| Рама шлифового колеса мобильного |
150 мм |
| Спецификации шлифового колеса (мм) |
f400× (20-50)×F203 или
f350× (20-50) × F127mm |
| Общая мощность двигателя (кВт) |
9 кВт |
| Размер формы машины |
2200 (2700) ×1600×1800мм |
| Вес (кг) |
2500, 2900 кг |
Аксессуары для главной машины цилиндрической шлифовки с ЧПУ
| Коробка охлаждающей жидкости |
1набор |
| Колесные шкафы |
1набор |
| Балансированное валовое шлифовое колесо |
1набор |
| Топ |
2п. с |
| Персиковый Чак |
1набор |
| Треугольник кожаный пояс, с длинным |
2 штуки каждый |
| Мат железо |
3п. с |
| Выпуск сосновых орехов |
1п. с |
| Шлефальное колесо |
1набор |
| Ключ шестикратного розетки |
1п. с |
ЦПУ цилиндричная шлифовка специальные заказы аксессуары
| Рама баланса шлифового колеса |
1набор |
| Центральная рама открытого типа |
1набор |
Точность работы цилиндрической шлифовки с ЧПУ
Вершина точности
мелочные образцы |
Круглость |
0,0015 (мм) |
| Внутренняя консистенция продольного сечения |
0,005 (мм) |
| Грубость |
Ra≤0.32 (мкм) |
Чак образцы
точная шлифовка на короткий |
Круглость |
0,0025 (мм) |
| цилиндричность |
0,005 (мм) |
| Грубость |
Ra≤0.32 (мкм) |
 English
English