Метод изготовления заднего сиденья шлифовального станка
Время публикации:2025-04-09 Количество просмотров:501
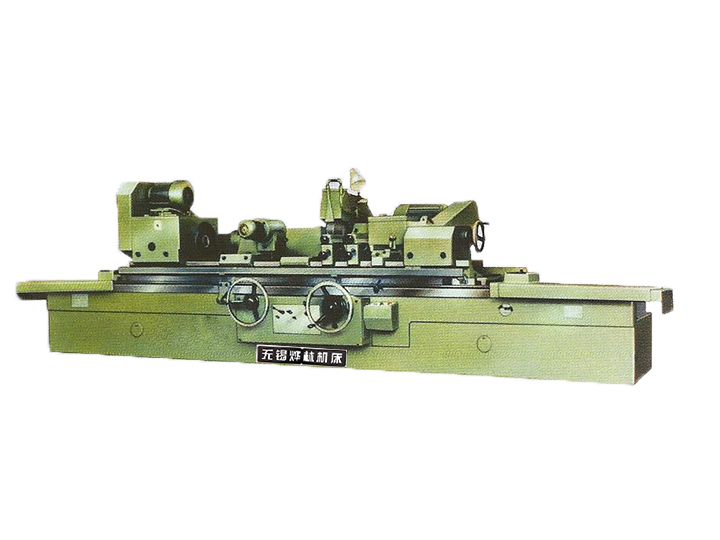
Метод изготовления заднего сиденья шлифовального станка.
Устройство шпинделя и хвостовое сиденье наружного шлифовального станка установлены на обоих концах рабочего стола, хвостовое сиденье и рабочий стол скоординированы с помощью конструкции скользящего шипа с скользящей канавкой, один конец детали с более длинной осевой длиной устанавливается зажимом через устройство шпинделя детали, а другой конец ведет верхнюю опору шпинделя на хвостовом сиденье с помощью толкающего хвостового сиденья, а затем создает верхнюю опору детали с помощью ручного управления, устройство шпинделя детали управляет вращением детали, устройство шлифовального круга обрабатывает детали снаружи.
В процессе толкания верхней опоры хвостового сиденья, если ось шпиля на хвостовом сиденье движется быстрее, легко оказывать большее ударное воздействие на детали, влияя на точность обработки детали, и ручное управление верхней опорой делает верхнюю опору нестабильной, а регулировка неудобна; На торце детали обычно устанавливается технологическое отверстие, используемое для верхней кромки шпиля шпиля, которое может гарантировать точность обработки детали, но шлифовальный станок после фактической обработки в течение некоторого времени, ось шпиля и шпинделя детали склонны к небольшому смещению, главным образом в горизонтальном направлении смещение осевой линии двух осей легко приводит к небольшому отклонению, влияющему на точность обработки.
 English
English